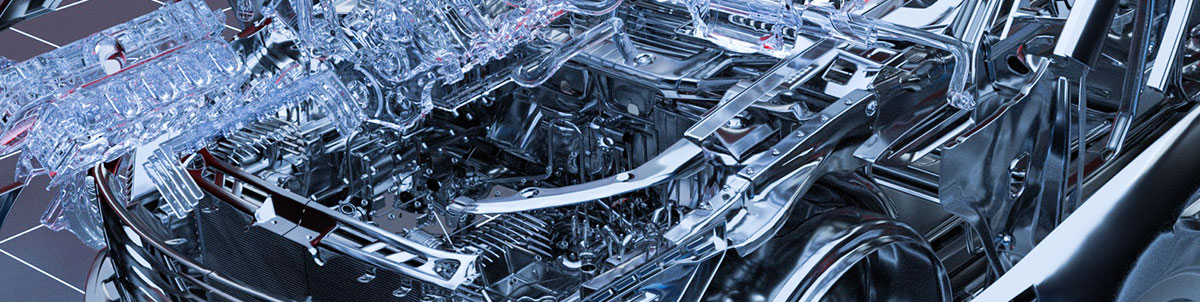
 Casting products account for a significant portion of automobile parts, such as engine cylinder, cylinder head, transmission housing, intake & exhaust manifold, crankshaft, camshaft, piston, wheel hub, brake disc, brake drum, etc. According to industrial statistics, casting products account for approximately 33% of all automobile parts in the US, the percentage is less than 20% in China. About 10.5% of the components of a finished vehicle are iron casting, and another 6.4% are aluminum casting.
Casting products account for a significant portion of automobile parts, such as engine cylinder, cylinder head, transmission housing, intake & exhaust manifold, crankshaft, camshaft, piston, wheel hub, brake disc, brake drum, etc. According to industrial statistics, casting products account for approximately 33% of all automobile parts in the US, the percentage is less than 20% in China. About 10.5% of the components of a finished vehicle are iron casting, and another 6.4% are aluminum casting.
These casting pasts are not only of large volumes, they also require high quality. Buyers of such casting parts should be concerned with the following four key production processes for casting where the potential quality risks are the greatest.
(1) The mix ratio of raw materials for casting and the control of production with different materials using the same casting line.
Foundries will decide on the casting mixture based on the materials required by customers. The main raw materials such as pig iron, steel scrap and returns are then added into the melting furnace with the use of a crane magnet.
The potential risks during this process include:
●If the storages are clearly marked to identify the different raw materials such as pig iron, scrap steel and the returns, to prevent wrong materials from being fetched;
●With factories producing casting products with different material on the same line, such as grey iron, ductile iron, vermicular graphite iron and so on, it is important to check if the returns storages are also marked for different materials, to prevent wrong or missing markings of the storages;
●Lastly it is important to check if returns of different materials are mixed in the same return storage, to prevent the misplacement of the returns.
Incorrect storage marking and mixed materials will result in inaccurate casting mixture, making chemical composition and mechanical property of the melted iron falling short of the requirement. If returns of grey iron are mixed in the production of ductile iron products, for example, the products’ tensile strength will be significantly reduced, which are fatal to the safety parts of the brake system.
If the order volumes can meet the capacity requirement of the casting line, the better strategy is to ask for a dedicated line for single material production.
To be continued
By Felix SS YUAN

Automotive Aftermarket QMS Standard (V)

The aftermarket QMS standards, under development by the Alliance of Automotive Aftermarket Quality Assurance (AAAQA), will include:
●Automotive Aftermarket QMS Standard
●Automotive Aftermarket Quality Assurance Capability Assessment Standard
●Supplementary Technical Guidance
Focusing on the diversified and differentiated aftermarket, the new standards are applicable to all organizations in the aftermarket supply chain that are providing parts & components, accessories and tools for the maintenance, repair, inspection and final disposal of vehicles.
Properly implemented, they will help aftermarket companies with different types, scales, products and risks to establish and improve the quality management systems.
For the global aftermarket industries, the standards could:
●Help improve the standardization & increase the transparency of the aftermarket;
●Provide an effective tool for buyers to develop suppliers and reduce procurement risks & costs;
●Assist regulatory organizations to effectively assess suppliers’ conformity of productions.
For more detailed information on the aftermarket QMS standard and the general project, please visit www.AAAQA.org.
![]() USD/RMB: 1:6.27
USD/RMB: 1:6.27
![]() EUR/RMB: 1:7.73
EUR/RMB: 1:7.73
![]() RUB/RMB: 1:0.10
RUB/RMB: 1:0.10
April 2018
 In 2018 the Labor Day, the May 1st Holiday, falls on a Tuesday. The official holiday calendar is for a 3-day period from Sunday, 29 April, to 1 May, with the proceeding Saturday, 28 April, as a work day substituting Monday, 30 April. Normal schedule resumes on Wednesday, 2 May. Many private organizations or companies however follow their own schedule so people will have a normal weekend before the holiday and the companies and offices are closed just on the Labor Day.
In 2018 the Labor Day, the May 1st Holiday, falls on a Tuesday. The official holiday calendar is for a 3-day period from Sunday, 29 April, to 1 May, with the proceeding Saturday, 28 April, as a work day substituting Monday, 30 April. Normal schedule resumes on Wednesday, 2 May. Many private organizations or companies however follow their own schedule so people will have a normal weekend before the holiday and the companies and offices are closed just on the Labor Day.
 For the general Chinese automobile industry, the arrangement for this year’s Labor Day has an added challenge. The Automechanika Middle East will be held from the 1st to 3rd of May in Dubai, UAE. With large number of Chinese companies exhibiting each year at the important trade show, many May 1st family holiday plans of this year by people in the industry will simply have to be forgone.
For the general Chinese automobile industry, the arrangement for this year’s Labor Day has an added challenge. The Automechanika Middle East will be held from the 1st to 3rd of May in Dubai, UAE. With large number of Chinese companies exhibiting each year at the important trade show, many May 1st family holiday plans of this year by people in the industry will simply have to be forgone.
