(Continued from the last issue)
▌The impact of melting process on the black spot of castingsundefined

Melting is the first process of die casting. Melting is usually carried out by mixing the raw material (aluminum ingot) and the return material according to a certain proportion, and the material of aluminum ingot is set according to the customer requirements. In this process, we need to pay attention to: whether the material of the recycled material is the same as that of the aluminum ingot; whether the appearance is polluted; whether any non-aluminum alloys are mixed in; whether there are cutting oil or cutting fluid on the return materials; the proportion of recycled material added; whether the recycled material has zone management where the primary and secondary recycled materials are identified, and whether the primary and secondary recycled material are added at the same proportion. Those unclean aluminum alloy chippings must be cleaned or directly scrapped so as to avoid unclean substances mixed in the return material, causing pollution of molten alloy during smelting and producing black spots on the casting surface.
▌The impact of die casting process on black spots of castings
The die casting process is the key process of thermostat housing production. The compliance of process requirement in this process has a great impact on the internal quality and appearance of the product, with hidden potential risks of product failure. Therefore, in this process, we need to highly focus on the following factors: gating system and mold structure; mold opening time; mold cavity temperature; mold surface temperature at mold opening; mold release agent ratio; spray amount of mold release agent; whether soft water is used for mold release agent; whether the water content of mold release agent in mold cavity is blown clean or completely volatilized.
▌The impact of melting system and mold structure on black spots of castings
We need to pay attention to whether the gating system is far away from the gate, the eddy current, the large plane of the casting, and the mold cavity and the final filling parts, which may lead to the surface blackening of the die casting parts. The main reason is that there is more flue gas gathered in these parts, the contact time between the alloy liquid and the mold surface and the flue gas is long, and the amount of vortex entrapped gas in the alloy liquid is large, which aggravate the oxidation of the alloy liquid on the surface of the die casting and make the degree of adhesion of oil fume as well as carbon black on the mold surface worse; Additionally, the flow speed of the alloy liquid is slow in the final filling area, the degree of erosion on the mold surface is light, and the oil fume accumulated on the mold surface cannot be washed away by the alloy liquid. For large plane castings, most of the alloy liquid is spray filling, which exceeds the velocity of flue gas flow and removal. The more the alloy liquid contacts and mixes with the flue gas, the more the amount of oil fume gas in the alloy liquid, the easier the alloy liquid is oxidized and polluted, and the phenomenon of blackening appearing on the surface can be even more serious.
Therefore, improving the gating system of the mold, improving the position, size and direction of the inner gate and overflow slot, changing the flow direction and flow rate of the alloy liquid, changing the generation, flow direction and discharge status of the oil fume are all effective measures to reduce and avoid the blackening of the casting.
The blackening conditions in die casting process can be summarized as: blackening on the surface, showing oil smoke; blackening on the surface, showing flake shape; blackening on the surface, showing black spot.
When the casting surface seems to have black smoke with irregular shape and inconsistent depth, this is because in the process of alloy liquid’s filling the mold cavity, when the release agent meets the high-temperature alloy liquid, it burns insufficiently, causing a large amount of smoke gathering in the mold cavity, and the smoke are not completely and quickly discharged from the mold cavity. The accumulated oil fume pollutes the surface area of the alloy liquid and the mold cavity, resulting in the blackening of the oil fume on the surface of the die casting.
When the surface of the die casting is blackened, like a cloud piece, irregular shape, but the color of black is uniform, this is because the surface of the mold cavity is contaminated by the carbon black and oil fume of the mold release agent, and the carbon black on the mold surface is printed on the surface of the casting, resulting in a shape close to the blackening pattern on each surface of the die casting, with lighter black color but darker than lampblack.
When the black spots on the surface of the die casting parts are different in size, approximately round in shape and dark in color, this is because the black particles formed by the release agent are on the surface of the mold or casting, with each black particle causing black on the casting surface. These black particles may be mold release agent deposits or aggregates, which are relatively viscous and are not easy to be completely decomposed at high temperature.
(To be continued)
By Felix SS YUAN


![]() USD/RMB: 1:6.5027
USD/RMB: 1:6.5027
![]() EUR/RMB: 1:7.9286
EUR/RMB: 1:7.9286
![]() RUB/RMB: 1:0.0874
RUB/RMB: 1:0.0874
January 2021
China Supply Chain Alert
 undefinedWith the on-going COVID-19 pandemic and its impact on the business communities worldwide, coupled with the upcoming Chinese New Year (the Spring Festival), here are some of the current challenges that might impact your China supply chain directly.
undefinedWith the on-going COVID-19 pandemic and its impact on the business communities worldwide, coupled with the upcoming Chinese New Year (the Spring Festival), here are some of the current challenges that might impact your China supply chain directly.
▌The new cases of COVID-19
Recently there have been more cases of COVID-19 reported in different areas in China. Although their numbers are far less serious than those outside China, the country is taking the situation very seriously because of the winter season and the upcoming Spring Festival when huge number of people would travel home and large indoor gatherings are expected.
People are asked to stay where they are instead of travelling back to their hometown, but some are trying to go home earlier to beat the crowd.
▌Factory closures during the Chinese New Year
For 2021, the Chinese New Year starts on the 12th of February. And not just factories, almost all companies and organizations would be closed at least during week around the 12th. It usually takes about one month before normal operations of factories would resume.
The COVID-19 situation in China has just added more complications and uncertainties to the challenges, as we do see factories are impacted by earlier closures of their upstream suppliers and some logistic operations.
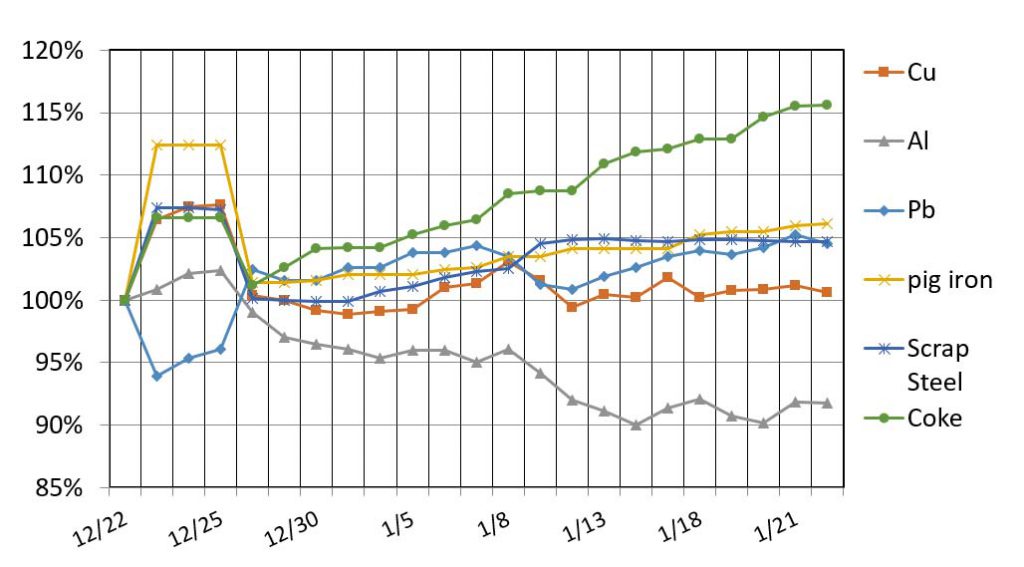
▌The increase of raw material costs
The costs of raw materials have been steadily increasing for the past several months almost across the board and the increases are a lot steeper than before. Many factories and companies have so far managed to absorb the increases internally, but pressures have been building for the inevitable price increase likely very soon.
Some companies already announced price increases at the end of 2020 and some others have simply stopped taking new orders for now. More and more factories are contemplating price increase of up to 20% very soon.
▌The appreciation of the exchange rates
The appreciation of the Chinese currency (CNY) has been continuing dramatically since May of 2020. The CNY has appreciated over 10% from the recent peak on the 29th of May 2020 to today. With the continued weak USD, there are dire predictions of further appreciations.
▌The international shipping out of China
The stories of skyrocketing cross-ocean shipping costs and the scarcity of empty containers and thus the resulting shipping delays are still everywhere. Some analysts predict that the situation would continue well into the summer, rather than the usual return to normal after the Chinese New Year holidays.
Looking ahead, we do expect that the general situation would be greatly improved in the later part of 2021.
