 The temperatures of molten iron before transfer and that at pouring are controlled differently depending on the practices of different foundries and for different products, it is hard to have a unified temperature standard. The temperatures are related to the casting shape, size and pouring time. Factories would determine the molten iron temperature and that at pouring for specific products at the time of process design and validation. The parameters and standards for process control of each product is entered into the control plan to guide the testing, monitoring and management of the temperature and duration in onsite production.
The temperatures of molten iron before transfer and that at pouring are controlled differently depending on the practices of different foundries and for different products, it is hard to have a unified temperature standard. The temperatures are related to the casting shape, size and pouring time. Factories would determine the molten iron temperature and that at pouring for specific products at the time of process design and validation. The parameters and standards for process control of each product is entered into the control plan to guide the testing, monitoring and management of the temperature and duration in onsite production.
For nodular cast iron, it is usually no more than 8 minutes from nodulizing to the end of pouring, with 50 to 80 seconds for nodulizing. Longer pour time may lead to nodulizing decaying which makes graphite grade below technical standards and therefore results in casting scraps. With stream inoculation, the inoculant flow rate should be kept at constant speed, without segment or large flow. Excessive inoculation may result in microporosity or decreased pearlite volume.
As a non-technical buyer of casting parts, it is important to watch for the following when inspecting or auditing a supplier’s foundry site: the temperatures of molten iron before transfer, pre-pouring, and when pouring the last mold, as well as the total time from the beginning to the end of the pour. We should understand whether the site operators are taking the temperature measuring on site, the pour duration is effectively monitored, the testing and monitoring results meet the requirement of the parameters and targets in the control plans or the operation instructions, records are kept and the recordings match the measurements. It is necessary to spot-check records of temperature and duration for the first 3 to 5 melting to validate that the process control capability of batch production meets the requirement of planning.
By Felix SS YUAN

The Automotive Aftermarket QMS Standard proposed by the Alliance of Automotive Aftermarket Quality Assurance (AAAQA) enables aftermarket suppliers to examine and monitor their quality assurance capability with:
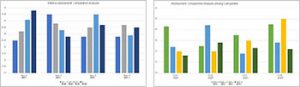 · Trend analyses inside the organizations to track assessment data of the same key quality elements across multiple assessments, for example:
· Trend analyses inside the organizations to track assessment data of the same key quality elements across multiple assessments, for example:
· Cross-organization analyses of the assessment data to compare the same key quality elements at different organizations, for example:
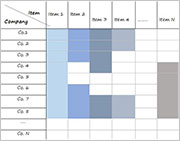 International aftermarket buyers, when developing their supply chain in China, can also search for suppliers with specific quality performance criteria and focus on targeted suppliers with the highest matching quality assurance capabilities, thereby reducing the supplier development costs and quality risks. For example:
International aftermarket buyers, when developing their supply chain in China, can also search for suppliers with specific quality performance criteria and focus on targeted suppliers with the highest matching quality assurance capabilities, thereby reducing the supplier development costs and quality risks. For example:
For more detailed information on the aftermarket QMS standard and the general project, please visit www.AAAQA.org.
![]() USD/RMB: 1:6.60
USD/RMB: 1:6.60
![]() EUR/RMB: 1:7.68
EUR/RMB: 1:7.68
![]() RUB/RMB: 1:0.11
RUB/RMB: 1:0.11
July 2018

